Оставьте свой номер телефона
и мы бесплатно перезвоним Вам в течение 15 минут.
Отрезные круги для УШМ
УШМ — один из наиболее востребованных инструментов. Соответственно и расходные материалы (оснастка) для них для них — товар, который пользуется постоянным устойчивым спросом. Основу ассортимента во многих магазинах составляет продукция «Лужского абразивного завода», который на данный момент лидирует на этом рынке. Но в продаже легко найти не только лужские круги, выбор как никогда разнообразен — тут тебе и Европа с известными мировыми брендами, и Азия. Разброс по ценам на продукцию разных марок очень серьезный, а как с качеством? А вот с ним вопрос остается открытым. По каким параметрам оценивать качество, например, отрезного круга по металлу? Может быть, по количеству резов — чем больше отрезал, тем лучше? Такой вариант кажется очевидным, но лишь кажется — это однобокая оценка. Объективная картина складывается из множества разных параметров. Редакция журнала «Инструменты» провела независимое тестирование отрезных кругов для УШМ. Испытывали круги для резки стали диаметром 230 мм, толщиной от 2 до 3,2 мм. Испытания проводились в Иваново, на площадке ЗАО «ИСМА» — одном з отечественных производителей абразивных материалов и оснастки. В этой статье мы приведем подробный отчет о результатах, а также объясним, почему тестировали именно там, какие именно круги были выбраны и почему, в чем заключалась независимость испытаний и как следует понимать полученные результаты. Но сначала, как водится, немного теории.
Что такое отрезной круг?
Отрезные круги для УШМ выпускаются двух типов — так называемые тип 41 и тип 42. Первые — совершенно плоские, вторые — с утопленной втулкой (за такую форму их порой называют чашечными). Круги 42-го типа удобнее, если, например, нужно отрезать заподлицо со стеной торчащий кусок арматуры — чашечный круг позволяет сделать рез практически параллельно стене. Но они сложнее в производстве и встречаются реже, чем «сорок первые». Для теста мы старались взять именно «сорок первые» круги, но есть и «сорок вторые» — это Hitachi. В момент сбора образцов плоских кругов Hitachi не было в наличии, и мы взяли «сорок вторые».
Маркировка отрезного круга для УШМ может выглядеть примерно так: A 30 S BF или A 24 S BF: первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра — размер зерна, S — твердость (по европейской схеме обозначений, в России используется маркировка Т1, Т2 и т.д.), B — бакелитовая связка, F — наличие упрочняющих элементов (сетки). Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, то есть со стеклосеткой. Причем сеток должно быть как минимум две, если речь идет об отрезных кругах (толщиной до 3,2 мм). У шлифовальных кругов применяют три сетки.
Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Белый электрокорунд, по сути, та же окись алюминия, но с меньшим содержанием примесей, например железа. Содержание оксида алюминия в нем доходит до 99 %. Белый электрокорунд не дает такого прижога, как нормальный, поэтому его используют для производства кругов для резки нержавеющей стали. Дело в том, что для нержавейки прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Понятно, что это неприемлемо.
Есть еще циркониевый электрокорунд, у него самое твердое зерно среди всех корундовых материалов. Круги на его основе предназначены для резки и шлифовки рельс, а также для грубой обдирки. Зерно у них очень большое, да и сами круги очень твердые — все это повышает их ресурс. Для резки неметаллов (бетон, кирпич, мрамор, гранит) используют совершенно другой сорт абразива — карбид кремния. Хотя сейчас для таких материалов все чаще берут алмазные круги.
Что касается размера зерна, то у каждого производителя своя рецептура. Размер зерна отражен в маркировке. В испытаниях участвовали круги с разным составом, от А 24 (это 710 мкм) до А 36 (это 500 мкм). В зависимости от размера фракции производители подбирают оптимальный состав других компонентов, потому что все взаимосвязано. Например, у фракции 710 мм зерно крупное, и если не угадаешь с качеством и количеством связки, то его может просто вырывать из круга. С зерном 500 мкм другая опасность — если переборщить с твердостью, то круг получится совершенно неэффективным. Он будет не резать, а гореть. Все равно, что пытаться резать железом по железу — резать будет, но исключительно за счет нагрева. Твердость круга задается рецептурой и давлением прессования.
Помимо собственно абразива и бакелитовой связки, в состав круга входят различные наполнители. Их состав каждый производитель подбирает самостоятельно.
Кстати, разный химический состав у кругов разных производителей ощутим даже по запаху во время работы: от нейтрального до острого, резкого.
Пример чистого реза без прижога и заусенцев
Третий важный элемент, входящий в состав кругов, — стеклосетка. Как уже было сказано, в круге, предназначенном для УШМ, их должно быть как минимум две. Сетка препятствует разрыву круга на больших скоростях и при боковых нагрузках, которых при работе УШМ не избежать. Это ведь не станок, и, когда держишь инструмент в руках, всегда будут небольшие отклонения в ту или другую сторону, приводящие к изгибу круга. Он должен выдерживать такие деформации. Именно сетка придает ему необходимую прочность.
Чем толще сетка, тем прочнее получается круг. С другой стороны, тем меньше в круге абразива, соответственно, ниже его эффективность. Производитель вынужден искать баланс, подбирая сетки оптимальной толщины, чтобы круг обладал и достаточной прочностью, и хорошей производительностью.
К сетке и ее роли в работе абразивного круга мы еще вернемся, когда будем говорить о безопасности.
Напоследок стоит упомянуть еще об одном элементе, из которого состоит круг для УШМ, — калибровочной втулке. Это металлическое кольцо в центре. Оно нужно для того, чтобы на финальном этапе производства не пришлось проводить калибровочное сверление посадочного отверстия. Вторая функция втулки — защита вала УШМ от износа.
Критерии качества круга
Утомляемость.
Теперь можно хотя бы приблизительно сформулировать требования к качеству кругов. Количество резов не является однозначной характеристикой, потому что две наиболее важные для пользователя величины — скорость реза и долговечность при работе УШМ — находятся «в противофазе». Чем «выносливее» круг, тем медленнее он будет резать. Верно и обратное — круг с малой скоростью реза прослужит дольше. Вот и приходится балансировать между этими двумя параметрами.
Прижог и заусенцы.
Качество реза оценивается также по прижогу и размерам и количеству заусенцев. Прижог — это нагрев разрезаемого металла, сопровождающийся появлением цветов побежалости. Такой нагрев меняет физические и химические свойства разрезаемого металла, а это не всегда приемлемо, например, если после реза предполагается соединять разрезанные конструкции с помощью сварки. Прижог может повлиять на качество сварного шва. Вот почему чем он меньше, тем лучше качество реза.

Второй параметр — заусенцы. Обычно они напрямую зависят от размеров зерна: чем крупнее абразивное зерно, входящее в состав круга, тем больше заусенцы. Чем они плохи? Тем, что вызывают необходимость дополнительной механической обработки обрезанных деталей. Представьте, что вы режете трубу, и заусенцы перекрывают часть внутреннего сечения этой трубы — очевидно, что их нужно удалить. Все это повышает трудоемкость работы, а соответственно, и стоимость. Вот почему принято считать, что чем меньше заусенцев, тем круг лучше.
Закусывание.
Закусывание по своей сути — кратковременная потеря кругом режущей способности. Причину сформулировать не так-то просто, но обычно при прочих равных условиях в качестве таковой принято считать чрезмерную для данных условий (материал распиливаемой заготовки, скорость подачи, частота вращения круга) твердость самого круга. Повторимся — именно «для данных конкретных условий», поскольку на заготовке такой же формы и размера, но из другой марки стали или при меньшей скорости подачи закусывания может и не наблюдаться. Так что это явление само по себе еще не является однозначным показателем качества, но и его не следует сбрасывать со счетов.
Безопасность
И самый, пожалуй, важный параметр — это безопасность. Линейная скорость вращения круга составляет 80 м/с (на краю): если вдруг он разлетится на полной скорости — мало не покажется. Справедливости ради стоит отметить, что зачастую в подобных ситуациях виноват рабочий (снимает кожух, ставит круг большего диаметра, чем допускает конструкция УШМ, или вообще пильный диск от циркулярной пилы), однако это не отменяет требований к безопасности круга. Они изложены в ГОСТ Р 52588-2006, который гласит, что для отрезных кругов для УШМ минимальная допустимая скорость разрушения круга должна быть не менее 150 м/с. То есть необходим почти двукратный запас прочности по сравнению с рабочей скоростью. Значительный вклад в эту прочность, помимо связки, вносит армирующая сетка, вот почему она так важна.
Абразивные круги как потенциально опасная продукция обязательно должны проходить сертификацию. На многих протестированных кругах указан европейский стандарт EN 12413, это именно сертификация по безопасности. Он подтверждает, что данный вид продукции выдерживает все заданные нормативы.
Надо сказать, что требования к безопасности в EN 12413 весьма жесткие, в них заложена проверка на разрыв, на изгиб и на стойкость к боковым нагрузкам. Последняя проверяется тремя способами: по одноточечной и трехточечной нагрузке, а также методом ударных испытаний. Казалось бы, какой смысл в стойкости к боковым нагрузкам, откуда им взяться? Кому доводилось резать металл с помощью УШМ, тот хорошо знает, что даже при работе в вертикальной плоскости (а это самый простой случай) не избежать боковой нагрузки, для этого достаточно лишь чуть дрогнуть руке. А ведь бывают куда более сложные ситуации.
Выпадение одного, пусть даже небольшого, сегмента уже можно считать полной поломкой круга, после чего его дальнейшая эксплуатация недопустима. В этом случае появляется дисбаланс, который на большой скорости приводит к сильной вибрации, а та, в свою очередь, ведет к окончательному разрушению круга.
Для российского покупателя подтверждением безопасности приобретаемого им круга должны служить обозначения ГОСТ и РСТ, указывающие, что круги сертифицированы должным образом в России, и их безопасность проверена. Кстати, на некоторых китайских образцах из числа участников теста не было указано ничего — ни ГОСТ, ни EN. То есть понять, проходили ли они хоть какую-то проверку, невозможно.
«Наш» ГОСТ Р 52588-2006, можно сказать, «списан» с EN 12413, то есть содержит такие же требования. Отметим, что еще недавно отрезные круги для УШМ подлежали обязательной сертификации в соответствующих организациях, и именно такая проверка позволяла наносить на этикетку знаки ГОСТ и РСТ, что давало право продавать подобную продукцию на территории РФ. Однако сейчас ситуация выглядит туманно: вроде бы ГОСТы собираются отменять, а какие нормативные документы будут действовать вместо них в случае отмены — пока неясно. Логика подсказывает, что обязательная сертификация должна сохраниться, потому что в противном случае рынок наверняка заполнит продукция непонятного качества, сделанная буквально «на коленке».
Срок годности
Установлен для всех кругов — он, как правило, отштампован на калибровочной втулке. Вообще-то ГОСТ разрешает использовать круг и после истечения срока годности, но после проведения испытаний в специальном станке (СИПе). Испытанию подлежит каждый экземпляр, но методика не та, что применена в нашем тесте. Мы взяли на вооружение самый жесткий метод — разгон до полного разрушения круга, тогда как испытания перед эксплуатацией предполагают разгон всего лишь до скорости в 1,1 раза больше рабочей.

Чем определяется срок годности отрезного круга? В его состав входят различные полимерные соединения, а они не являются абсолютно стабильными и с течением времени меняют свои свойства. Условия хранения тоже играют важную роль: сырость, прямые солнечные лучи — все это способно сильно снизить ресурс круга, даже если его срок годности еще не закончился.
Методы и условия испытаний
В отличие от большинства проводимых нашей редакцией тестов, когда оцениваются в основном субъективные моменты, вроде удобства эксплуатации, тест отрезных кругов максимально объективен, потому что почти все важные параметры можно было измерить.
Для испытаний мы брали по четыре экземпляра из каждой партии кругов. Первым делом у всех замеряли «геометрию» — наружный диаметр и толщину в четырех точках. Далее измеряли звуковой индекс (это характеристика, показывающая твердость круга) и дисбаланс. После этого первые три образца тестировали на количество резов, последний подвергался испытанию на механическую прочность.

Тест на количество резов проводили на специальном автоматизированном станке 8Г240. Единственное, что в нем нужно было делать вручную, — это подавать заготовку. Скорость подачи круга и частота его вращения были фиксированными. Резали стальной пруток диаметром 28 мм, марка стали 45. Скорость подачи круга — примерно 370 мм/ мин, частота вращения — 6360 об/мин. Мощность двигателя, вращающего круг, — 15 кВт.
Пруток резали до тех пор, пока круг не уменьшался в диаметре примерно до 150 мм. После этого уже можно было вычислять коэффициент шлифования — это параметр, однозначно характеризующий производительность круга. Его физический смысл — отношение площади срезанного металла к площади изношенного круга.

Четвертый круг испытывали на станке СИП-300. Он состоит из круглой стальной камеры со стенками толщиной 15 мм, высокочастотного электродвигателя, развивающего обороты до 24 000 в минуту, и системы управления, позволяющей плавно повышать обороты двигателя. Закрепив круг на шпинделе аппарата, мы разгоняли его до 13 750 об/мин. Эта скорость заведомо превышает требования ГОСТ Р-52588-2006, и, если круг не разлетался на такой скорости, это означало, что он соответствует требованиям безопасности. Если круг все же разрывало, то мы засекали обороты, на которых это происходило, и вычисляли линейную скорость разрыва.
Круги, прошедшие испытание в СИПе и не разорвавшиеся, после испытаний ломали. Это тоже соответствует требованиям ГОСТа — эти круги испытали запредельную нагрузку, после такого испытания они подлежат уничтожению.
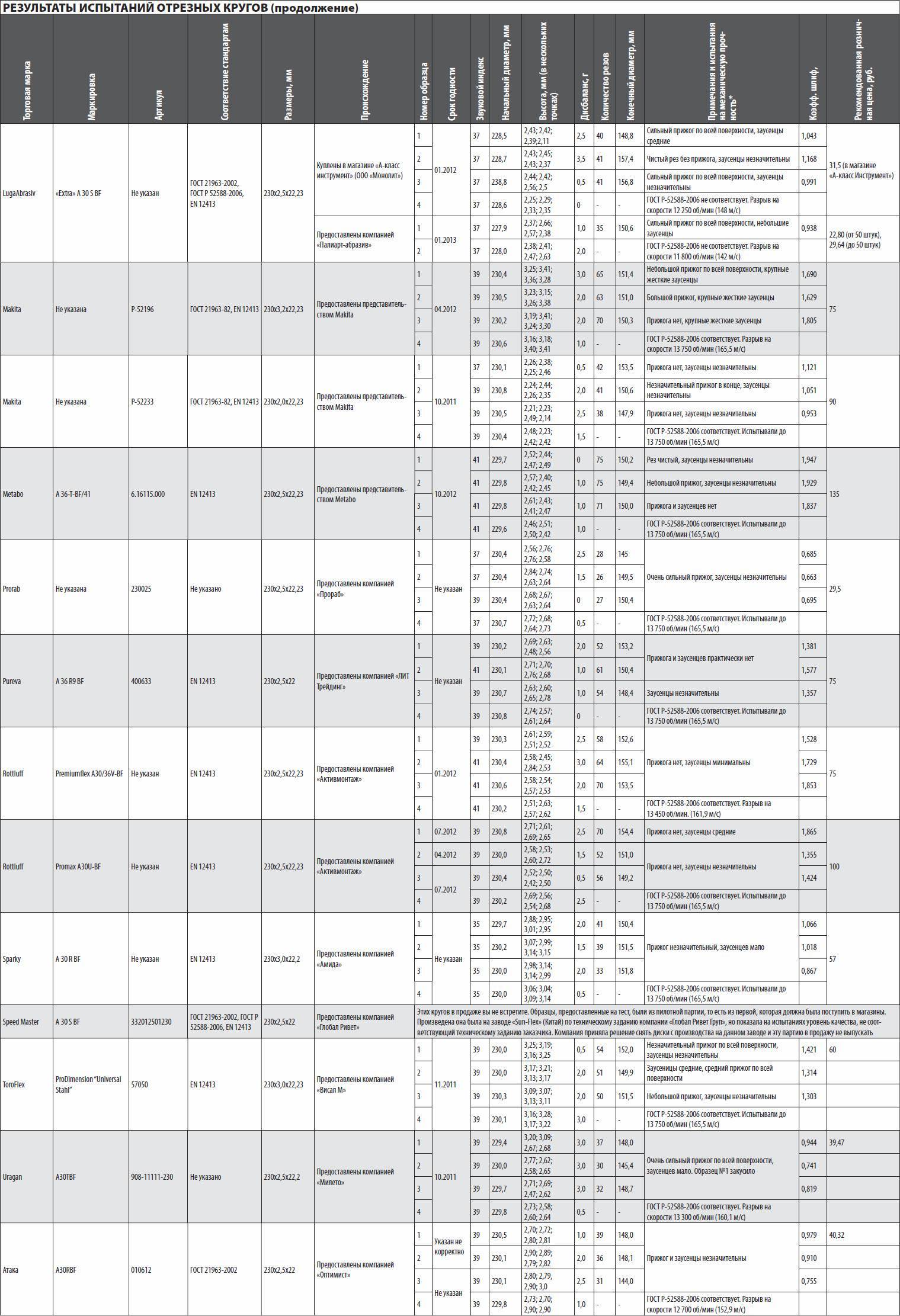
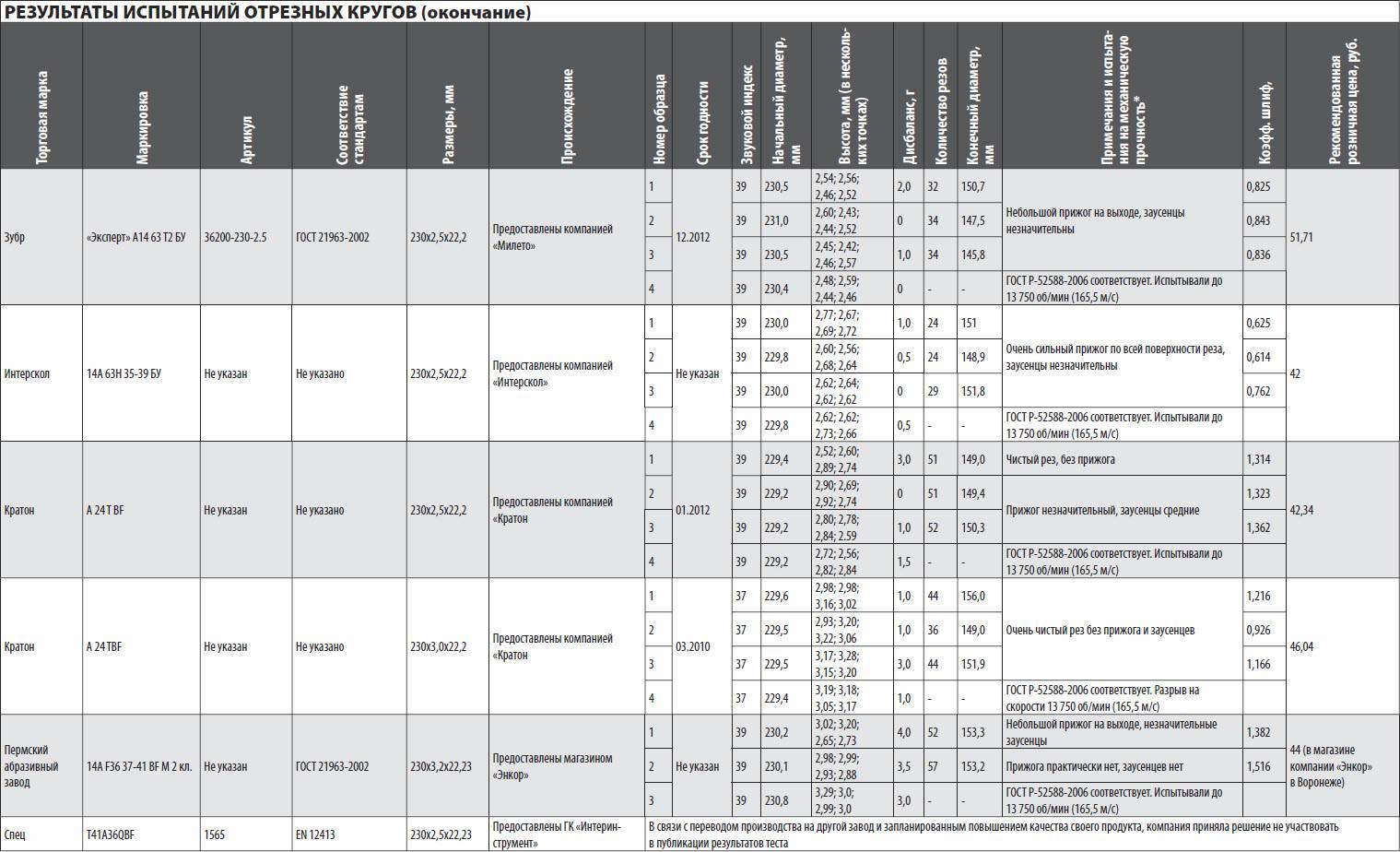
Форма представления результатов
Все результаты измерений представлены в таблице. Чтобы тест был максимально объективным, мы опубликовали в таблице только данные, подлежащие измерению, то есть конкретные цифры о дисбалансе, количестве проделанных резов и т.д. Субъективную составляющую (собственные впечатления о том, какой из кругов режет лучше, какой хуже) мы не стали включать в статью — на фоне вполне достоверных цифр эта информация выглядит до неприличия «личной». Поэтому мы публикуем только «сухой остаток», то есть исключительно цифры.
Напоследок, перед оглашением результатов — некоторые очевидные вопросы и ответы на них.
Почему именно ИСМА?
Это ближайшее к Москве предприятие, где есть все необходимое для проведения таких испытаний оборудование. Первый тест отрезных кругов мы проводили несколько лет назад именно здесь. Вполне логично, что именно сюда мы и обратились, когда решили снова провести тест.
Почему в тесте нет кругов производства ИСМА?
ЗАО «ИСМА» отказалось от участия в испытаниях, чтобы не давать повода к обвинениям в необъективности. Отметим, что сами испытания были заказаны и оплачены редакцией журнала, а не кем-либо из участников. Мы предлагали руководству ЗАО «ИСМА» отобрать круги на тест следующим способом: сформировать «комиссию» из сотрудников редакции, представителей завода ИСМА и представителей фирм, приехавших на испытания, отправиться в таком составе на склад и там наугад выбрать упаковку из большой партии. Причем выбирать должен был, понятно, не сотрудник завода, а кто-то из «посторонних» — из редакции или из приглашенных фирм. В итоге и от этой идеи отказались — сколь авторитетной ни была бы комиссия, все равно у кого-нибудь останутся сомнения в ее объективности.
Каково происхождение протестированных кругов? Есть ли уверенность, что это именно нормальные круги и что хранились они в нормальных условиях?
Основную массу образцов нам предоставили московские представительства фирм-производителей или крупные дилеры. Часть мы купили в крупных магазинах или в фирменном магазине (Hilti), сохранив все чеки. В таблице указано происхождение каждого образца. Что касается условий хранения, то, на наш взгляд, вряд ли у солидных уважаемых фирм могут оказаться склады с дырявыми крышами, через которые дождевая или талая вода льется аккурат на коробки с отрезными кругами.
Чем можете подтвердить, что результаты вашего теста не являются «сферическим конем в вакууме»?
Это, пожалуй, основной аргумент критиков данного теста. Дескать, в реальности никто не режет с помощью УШМ такой толстый пруток. И вообще ГОСТ велит испытывать круги только на трубе определенных размеров, а в данном тесте это требование нарушено, и результаты абсолютно не коррелируют с реальной эксплуатацией, например на стройках.
Надо заметить, спорить с таким аргументом довольно сложно. Да, в ГОСТе указано, что испытания отрезных кругов для ручных и переносных машин, к каковым относятся УШМ, следует проводить на трубе размерами 21,3х2,8 мм из стали марки 10. Но простейшие расчеты показывают, что в этом случае для проведения теста нам пришлось бы прописаться в Иваново, закупить вагон этой самой трубы, запастись бесконечным терпением и уединиться с отрезным стан ком месяца эдак на три–четыре. Вот и пришлось использовать 28-миллиметровый пруток, чтобы ускорить процесс испытаний. Но даже с прутком возиться пришлось почти неделю.
Однако мы все же предприняли определенные шаги, чтобы проверить, можно ли полученные на прутке результаты экстраполировать на трубу, как велит ГОСТ. Взяли три образца кругов (Pureva, LugaAbraziv и «Зубр», все — толщиной 2,5 мм), сделали каждым кругом по 100 резов трубы из стали марки 10 диаметром 21,5 мм и толщиной стенки 2,55 мм (это очень близко к требованиям ГОСТ) и замерили, насколько уменьшились круги в диаметре. Результаты приведены в отдельной таблице. Как легко убедиться, на прутке и трубе они вполне сопоставимы, что позволяет нам утверждать, что тест объективен, и ожидать принципиальных изменений при резке трубы, а не прутка, не стоит.
И еще один момент. На этот раз у фирм, предоставивших круги для испытаний, была возможность отправить своих представителей на тест, чтобы лично наблюдать за процессом. Мы приглашали всех, откликнулись не все, но многие. В числе тех, кто нашел время и силы приехать, — сотрудники российских представительств Bosch и DeWALT, компаний «Прораб», «Терция», «Активмонтаж», «Глобал Ривет», «Милето» и «Лужский абразивный завод».
«Лужский абразивный завод» — признанный лидер на рынке оснастки для УШМ. В то же время по поводу качества продукции регулярно возникают самые разные дискуссии, причем мнения часто бываю диаметрально противоположными. Поэтому мы решили проверить «Лугу» максимально досконально, и в итоге у нас на испытаниях оказались, во-первых, круги двух типов (толщиной 2,5 и 3,0 мм), а во-вторых, их было аж пять партий. Трехмиллиметровые круги были предоставлены компаниями «Энкор» и «Палиарт-абразив», еще одну партию мы купили в магазине «А-класс инструмент», который на момент «контрольной закупки» находился в Москве по адресу 5-й Донской проезд, д.23, стр.1 (в июне этот магазин переехал на рынок «Каширский Двор - 1»). Кругов толщиной 2,5 мм было две партии, одна предоставлена компанией «Палиарт-абразив», вторая куплена в том же самом магазине «А-класс инструмент».
Для полноты картины публикуем комментарий начальника ЦЗЛ ОАО «Лужский абразивный завод» Екатерины Вячеславовны Гавриловой, которая присутствовала на наших испытаниях.
«Наш завод — ведущий производитель абразивных кругов как в России, так и за рубежом. За качество наших кругов говорят в первую очередь объемы продаж по России и Европе. В 2009 году объем экспорта нашей продукции составил 23 млн долларов.
На нашем заводе имеется современное итальянское оборудование для испытаний на соответствие ГОСТам и европейским стандартам. Испытания на коэффициент резания мы проводим на автоматическом итальянском станке, который полностью исключает человеческий фактор.
В связи с тем, что 30 % нашей продукции поставляется в Европу, мы проводим испытания, основываясь на пожеланиях европейских потребителей. Так, отрезные круги для ручных машин мы испытываем на трубе (что соответствует ГОСТу) или профиле. Испытания на прутке, да еще и такого диаметра (28 мм), дадут необъективную картину, так как результаты будут сильно отличаться от резов по профилю, а потребитель, как правило, режет уголок, пруток или лист и крайне редко — пруток такого диаметра.
Испытания на механическую прочность проводились на СИП-300, это устаревший станок, который не выпускается уже более 20 лет и не соответствует современным требованиям к та¬ким станкам (вибрации, биения и т.д.)»
.КОММЕНТАРИЙ РЕДАКЦИИ
Перед началом работы станок СИП-300 был проверен на наличие биений, все показатели были в норме. Предположение о влиянии биений на результат испытаний выглядело бы более обоснованным, если бы не один момент — несоответствие требованиям ГОСТа зафиксировано у кругов только одного производителя, все остальные прошли тест успешно.
Комментарий коммерческого директора филиала «Хитачи Пауэр Тулз Незерлендз Б. В.» Семена Морозова.
«Когда мы запускали линию Hitachi-Luga на Лужском абразивном заводе, мы проводили необходимые испытания. Готовая продукция отвечала всем требованиям российских и европейских стандартов и благодаря своей демократичной цене даже стала востребованной в некоторых европейских странах на рынке оснастки для профессионалов. Налаженная линия работает вот уже год с небольшим под руководством высококвалифицированных специалистов Лужского завода, и все это время у нас не возникало необходимости вводить дополнительный контроль качества. Судя по данным теста, проведенного журналом «Потребитель», на сегодняшний день картина, возможно, изменилась. В связи с этим мы намерены принять со своей стороны необходимые меры для улучшения качества отрезных дисков Hitachi-Luga».
На тест нам предоставили круги двух типов — «универсальные» серии Premiumflex и профессиональные серии Promax. Первыми мы начали испытывать «универсальные», и результаты, скажем так, впечатлили — образцы резали много, рез был очень чистым и качественным, с минимальными заусенцами. От профессиональных кругов Promax мы ожидали еще более внушительных показателей, и каково же было наше удивление, когда по количеству резов они показали практически тот же результат, что и Premiumflex. Естественно, это вызывает вопросы, особенно если учесть солидную разницу в цене. Найти ответ удалось после испытаний на механическую прочность. То, что представлялось неудачным маркетинговым решением, оказалось вполне обоснованным и логичным.
«Универсальный» круг серии Premiumflex успешно выдержал испытание на прочность, разрушившись лишь на скорости 13 450 об/мин (161,9 м/с). Как видите, вполне соответствует ГОСТу. Круг серии Promax выдержал максимальные 13 750 оборотов в минуту. Вот этой-то разницей и обусловлена более высокая цена. И на то есть веские причины. Но сами мы о них вряд ли догадались бы, потому как причины эти в России мало кто признает существенными.
Поясним ситуацию. В Европе во всех крупных строительных компаниях рабочие трудоустроены официально, и понятие «охрана труда на производстве» там — отнюдь не пустой звук. У нас же чернорабочих на стройках никто и не считает. Если вдруг европейский рабочий получит травму в результате разрыва круга УШМ, то последствия для работодателя будут весьма и весьма плачевными. Поэтому в круги для «профи» Rottluff заложил значительно больший запас прочности, чем в «бытовые». Предположительно, там более толстая сетка, а если так, то меньше места осталось на абразивное зерно.
Вот и получается, что профессиональные круги режут так же, как «универсальные» (еще раз упомянем, что общее качество у них на весьма высоком уровне), но отличаются более высоким уровнем безопасности (хотя и «универсальные» полностью соответствуют всем требованиям).
Этих кругов в продаже вы не встретите. Образцы, предоставленные на тест, были из пилотной партии, то есть из первой, которая должна была поступить в магазины. Произведена она на заводе Sun-Flex (Китай) по техническому заданию компании «Глобал Ривет Груп», но показала на испытаниях уровень качества, не соответствующий техническому заданию заказчика. Компания приняла решение снять диски с производства на данном заводе и эту партию дисков в продажу не выпускать.
В испытаниях участвовали две партии кругов «Кратон» разной толщины — 2,5 и 3 мм. Более толстые круги показали результат на вполне ожидаемом для продукции из Китая уровне. Впрочем, надо сказать, что этот результат весьма приличный — уже не секрет, что технологии производства абразивной оснастки в Китае получили значительное развитие за последние несколько лет. Это станет очевидно, если сравнить нынешние результаты испытаний с результатами прошлого теста, когда «китайцы» делали по полтора-два десятка резов, не более.
А вот более тонкие круги, прямо скажем, удивили. Они по всем параметрам превышают «среднекитайские» и по качеству вполне сопоставимы с продукцией европейских брендов. Каждый круг сделал свыше 50 резов, без прижога и заусенцев, механическая прочность в норме… и при этом стоит чуть больше 40 руб. Фантастика?
Мы попросили представителей компании «Кратон» прояснить ситуацию (причем не раскрывая при этом результатов испытаний). Пожалуй, тут уместнее всего будет просто процитировать полученный ответ, не добавляя и не прибавляя ничего: «Качество наших кругов действительно хорошее. Но и наценка на круги символическая — 1 %, поэтому и цены такие. Так сложилось исторически, что круги для нас — имиджевый товар. Продавать в больших количествах с такой наценкой мы их не можем (абсолютно невыгодно), но и поднимать цену не хотим (вылетим в другой ценовой сегмент). У нас есть круг постоянных клиентов, которых мы не хотим терять».
Обычно комплект для испытаний состоял из четырех кругов — три мы тестировали на количество резов, один — на механическую прочность. Кругов Пермского абразивного завода в нашем распоряжении было всего три. Мы пытались купить их в Москве, но это оказалось неожиданно сложной задачей — не было в наличии нигде, куда бы ни обращались.
В связи с переводом производства на другой завод и запланированным повышением качества своего продукта, компания приняла решение не участвовать в публикации результатов теста.

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|